網(wǎng)址:http://m.unveiledhealing.com
郵箱:cnyxfm@163.com
電話:86-021-51863283
傳真:86-021-51714683
Q Q:

我廠生產(chǎn)的大口徑電動楔式閘閥公稱通徑為DN1300mm, 壁厚為40ram。由于閥體重量和尺寸較大, 整體澆鑄困難, 因此采用端法蘭與閥體分別澆鑄然后焊接的方法。閥體與法蘭焊接處壁厚為40mm, 內(nèi)外兩側(cè)開不對稱的v形坡口(圖1), 鈍邊加工成寬3mm,高1.5mm 的止口, 以利焊接定位。焊機型號為ZXG一400。閥體與法蘭材料為WCB, 焊接性能較好, 焊條選用J506。焊前焊條在350~C下烘焙1h, 放入保溫筒內(nèi). 在100~150"12下保溫, 隨用隨取。
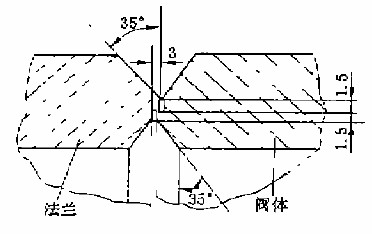
圖1焊接坡口
焊接前, 應(yīng)清理坡口及其附近100ram范圍內(nèi)的鐵屑.油污等雜質(zhì)。在內(nèi)側(cè)選擇6個定位焊點, 沿圓周方向均布。定位焊縫長20ram,高3mm, 焊條直徑 3.2mm, 電流為140A 。首先從內(nèi)側(cè)焊起,采用多層多道焊, 每層焊縫的熔深<3mm。施焊時, 焊道不易過寬,焊條稍作橫向擺動, 除注意焊道與母材間的熔合情況外,還應(yīng)注意焊道間的熔合情況,各層焊縫接頭應(yīng)錯開50mm。每焊完一層, 將熔渣及飛濺物清理干凈。如有缺陷, 應(yīng)徹底清除后再進行焊接。內(nèi)側(cè)焊完3層后,用碳弧氣刨清根,刨掉根部焊道及其缺陷, 再用砂輪打磨出金屬光澤, 然后實施焊接。外側(cè)焊至3~4層后, 再 將內(nèi)側(cè)余下的部分焊完, 隨后焊接外側(cè)余下部分。內(nèi)外側(cè)焊接時, 要使焊接始終處于平焊位置,并注意內(nèi)外側(cè)焊接參數(shù)的一致性。焊條直徑45mm, 電流190~210A。一側(cè)法蘭焊接完畢后,采用相同的方法焊接另一側(cè)法蘭。由于焊縫體積較大, 焊縫的熱量輸入較多,接頭處產(chǎn)生較大的焊接殘余應(yīng)力. 必須進行焊后消除應(yīng)力處理。熱處理溫度為650"12,保溫2h,升溫及冷卻速度<150"12/h。48h后探傷檢查焊縫質(zhì)量。按照此焊接工藝實施大口徑閥門的閥體和法蘭焊接, 效果較好。改進后的閥體對中量具專用性較強. 一種型號閥門使用一種量具, 只有生產(chǎn)具有一定批量才較為實用。因此, 有待于進一步的改進。
發(fā)布:上海儀欣閥門有限公司|返回:閥門知識

